Курсовая работа: Выбор и расчет посадок типовых соединений
КУРСОВАЯ РАБОТА
По дисциплине «Взаимозаменяемость»
на тему:
«Выбор и расчет посадок типовых соединений»
2007
1. Расчёт гладкого цилиндрического соединения 2 – шестерня – вал
Так как в соединении присутствует шпонка, то рекомендуется выбрать переходную посадку. Точность изготовления посадочного отверстия в шестерне практически не имеет значения, и поле допуска его может быть выбрано, согласно рекомендации [3], например H7. поле допуска посадочной поверхности вала – m6.
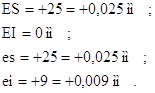
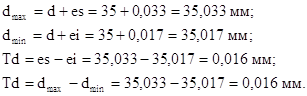
По номинальному размеру и полям допусков, пользуясь данными [3, таблицы А.2 и А.3], находим значения предельных отклонений посадочного отверстия втулки Ø50H7 и посадочной поверхности вала Ø50m6:
Рассчитываем значения предельных размеров деталей соединения Ø50H7/m6:
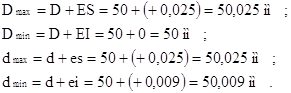
Находим допуски размеров отверстия Ø50H7 и вала Ø50m6:
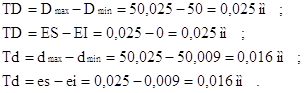
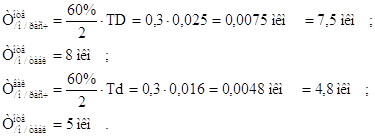
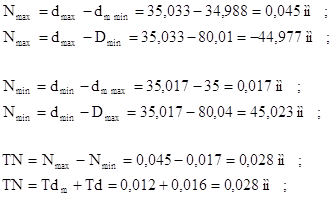
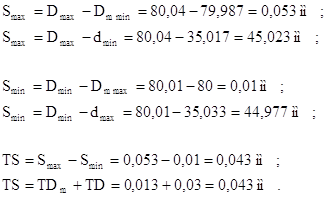
Посадка H7/m6 является переходной посадкой, поэтому рассчитываем значения максимального натяга и максимального зазора:
![]()
Определяем допуск посадки:
![]()
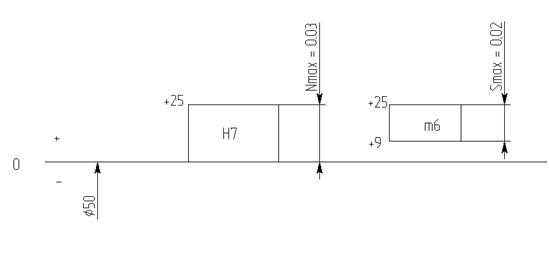
Рисунок 1 – Схема расположения полей допусков
Для нормальной работы соединения требуется соблюдение формы сопрягаемых деталей. Так как поверхности цилиндрические, то находим величину отклонения от цилиндричности. Принимаем для данного соединения относительную геометрическую точность формы нормальную. По [3, таблица А.5] для 7-го квалитета степень точности формы будет 6, для 6-го квалитета степень точности формы установлена 5. Тогда [3, таблица А.6] допуск цилиндричности для отверстия будет 8 мкм, а для вала – 5 мкм.
Для
нормальной относительной геометрической точности допускаемые значения параметра
шероховатости Ra
в зависимости от допуска размера T (D, d) и формы устанавливаются из условия: ![]() .
.
Для отверстия Ø50H7 граничное значение параметра:
![]()
Подбираем
значение ![]() [3, таблица А.7]
[3, таблица А.7]
Для вала Ø50m6 граничное значение параметра
![]()
Окончательно
выбираем ![]() [3, таблица А.7]
[3, таблица А.7]
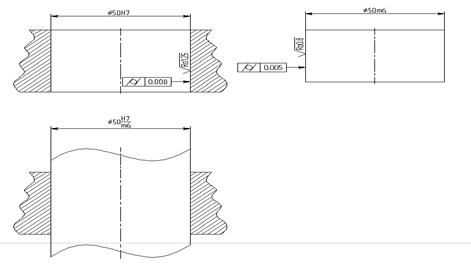
Рисунок 1.1 – соединение шестерня – вал
2. Расчёт калибров для контроля гладких цилиндрических соединений
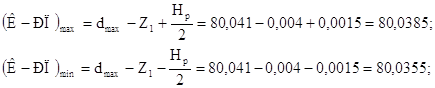
Определяем характеристики рабочего проходного и рабочего непроходного для отверстия.
Калибр пробка Ø80H9 (Z=13, H=5):
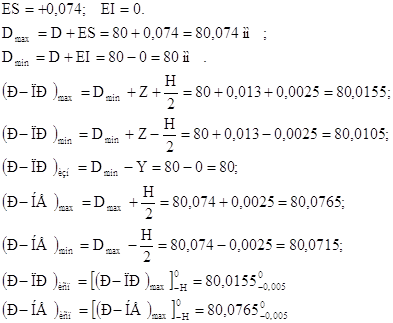
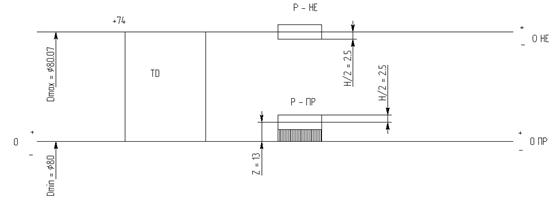
Рисунок 2 – Схема расположения полей допусков
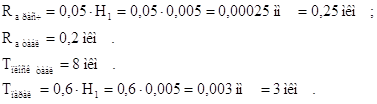
Выбираем нормальную геометрическую точность. Для 3-го квалитета степень точности формы будет 2. Допуск цилиндричности для калибра пробки составляет 1,6 мкм [3, таблица А.6].
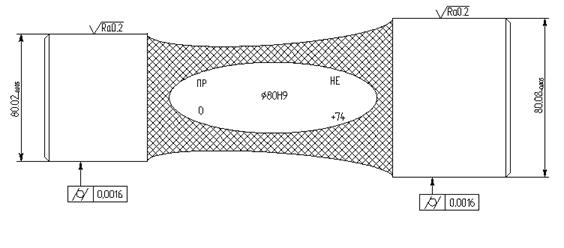
Рисунок 2.1 – Калибр пробка
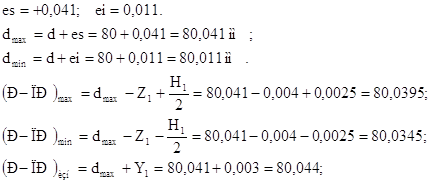
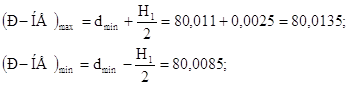
Определяем характеристики рабочего проходного и рабочего непроходного для вала.
Калибр скоба Ø80m7 (Z1=4, H1=5, Y1=3, Hp=3):
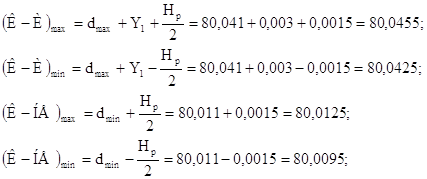
![]()
![]()
Выбираем нормальную геометрическую точность.
Строим схему расположения полей допусков калибра скобы (рис. 2.2).
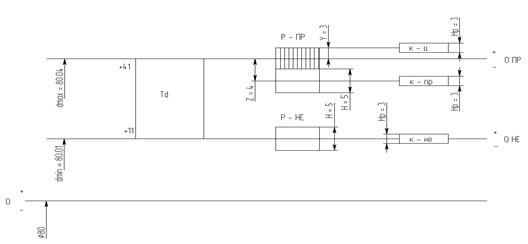
Рисунок 2.2 – Схема расположения полей допусков
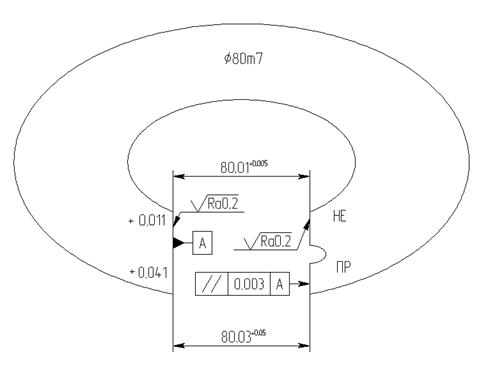
Рисунок 2.3 – калибр скоба
3. Расчёт подшипникового соединения 7 – подшипник – корпус и 8 – подшипник – вал
Определим размеры шарикового подшипника 7307: d = 35 мм, D = 80 мм, B = 85 мм.
Исходя из условий работы узла можно сделать вывод о том, что характер нагружения наружного кольца местный а внутреннего – колебательный. В общем машиностроении используются подшипники 0-го и 6-го классов точности. Выберем подшипник 0-го класса точности. По [3, таблицы A.9, A.10] выбираем предельные отклонения внешнего кольца Ø80 мм для l0 (0; – 0,013) и внутреннего кольца Ø35 мм для L0 (0; – 0,012).
При местном характере нагружения посадка внешнего кольца подшипника с корпусом должна быть с зазором, выбираем по [3, таблица А.11] поле допуска корпуса G7 (+0,040;+0,010), а при циркуляционном характере нагружения соединение внутреннего кольца подшипника с валом должно быть с натягом, по этому по [3, таблица А.12] выбираем поле допуска вала n6 (+0,033;+0,017).
Определяем предельные размеры колец подшипника и предельные размеры и допуски посадочных поверхностей вала и корпуса:
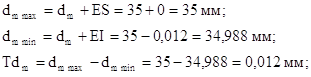
– наружное кольцо подшипника Ø80l0 (0; – 0,013):
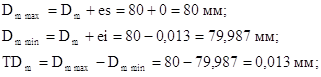
– внутреннее кольцо подшипника Ø35L0 (0; – 0,012):
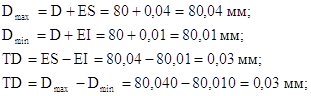
- отверстие Ø80G7 (+0,04;+0,01):
– вал Ø35n6 (+0,033;+0,017):
Определяем предельные зазоры и натяги соединений:
– внутреннее кольцо подшипника – вал (L0/ n6) – посадка в системе отверстия с натягом:
– наружное кольцо подшипника – корпус (G7/l0) – посадка в системе вала с зазором:
Строим схемы расположения полей допусков подшипникового соединения, указывая зазоры и натяги (рис. 3).
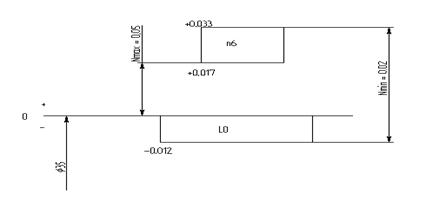
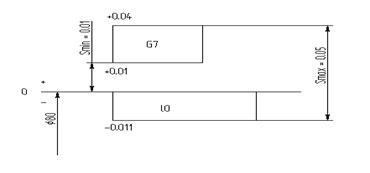
Рисунок 3 – Схемы расположения полей допусков подшипникового соединения
По [3, таблица А.14] определяем шероховатость посадочных поверхностей:
– вала –
![]() мкм;
мкм;
– отверстия
– ![]() мкм.
мкм.
Отклонение от цилиндричности деталей под подшипники качения при повышенной относительной геометрической точности равной 0,2 от допуска на размер:
– допуск
цилиндричности вала: ![]()
– допуск
цилиндричности отверстия: ![]()
Окончательно принимаем по [3, таблица А.8]: для вала допуск цилиндричности 3,2 мкм, для отверстия – 6 мкм.
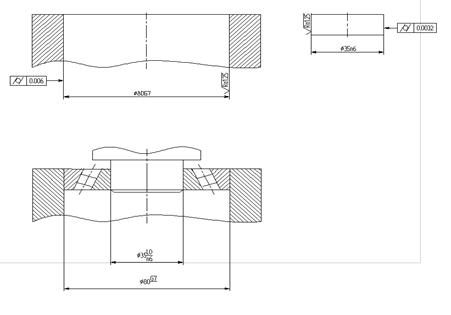
Рисунок 3.1 – Подшипниковое соединение
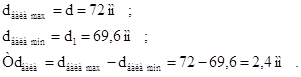
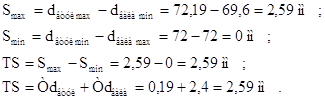
4. Расчёт посадок шпоночного соединения 9 – шестерня – шпонка – вал
По диаметру вала в [3, таблица А.15] определяем размеры шпонки: при d = 50 мм: при b = 14 мм – ширина шпонки, h = 9 мм – высота шпонки, t1 = 5,5 мм, t2 = 3,8 мм.
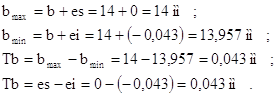
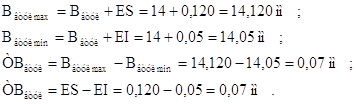
По [3, таблица А.16] для призматических шпонок при свободном соединении поля допусков по размеру b принимаются следующие: для шпонки – 14h9 (0; -0,043), для паза вала – 14H9 (+0,043; 0), для паза втулки – 14D10 (+0,120; +0,05).
Размеры вала ![]() и втулки
и втулки ![]() , будут иметь отклонения [3,
таблица А.17]:
, будут иметь отклонения [3,
таблица А.17]: ![]()
Высота шпонки h имеет поле допуска h11. сопрягаемые с ней глубины канавок (пазов) имеют поле допуска H12.
3 Определяем предельные размеры и допуск размера ширины шпонки 14h9 (0; -0,043):
Определяем предельные размеры и допуск размера ширины паза втулки 14D10 (+0,120; +0,05):
Определяем предельные размеры и допуск размера ширины паза вала 14H9 (+0,043; 0):
Определяем натяги и зазоры между пазом втулки и шпонкой 14D10 (+0,120; +0,05)/ h9 (0; -0,043):
Определяем натяги и зазоры между пазом вала и шпонкой 14H9 (+0,043; 0)/ h9 (0; -0,043):
Строим схему расположения допусков деталей шпоночного соединения (рис. 4)
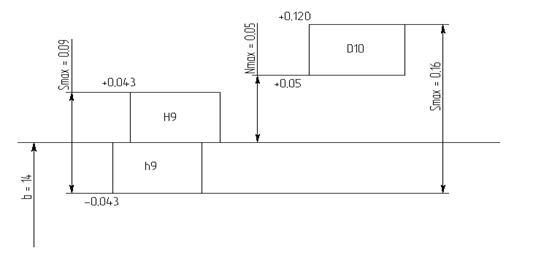
Рисунок 4 – схема расположения допусков деталей шпоночного соединения
Для сборки важно правильное расположение канавок (пазов) на валу и во втулке. Поэтому назначаются такие нормы, как допуски симметричности оси канавок (пазов) относительно оси вала и относительно оси отверстия втулки и допуск параллельности плоскости оси канавки к оси вала или отверстия.
Допуск
параллельности плоскости симметрии паза относительно оси шпоночного паза по
длине паза в отверстиях равен ![]() , допуск
симметричности шпоночного паза относительно оси при соединении с одной шпонкой
равен
, допуск
симметричности шпоночного паза относительно оси при соединении с одной шпонкой
равен ![]() , где
, где ![]() – допуск на ширину
шпоночного паза.
– допуск на ширину
шпоночного паза.
Таким образом, для паза вала:
– допуск
параллельности равен ![]()
– допуск
симметричности равен ![]()
Значения допусков, рассчитанные по формулам, следует округлить до ближайшего значения из стандартного ряда допусков по [3, таблица А.8].
Окончательно принимаем допуск параллельности равным 0,02 мм, допуск симметричности равным 0,08 мм.
Для паза втулки:
– допуск
параллельности равен ![]()
– допуск
симметричности равен ![]()
Значения допусков, рассчитанные по формулам, округляем до ближайшего значения из стандартного ряда допусков по [3, таблица А.8].
Окончательно принимаем допуск параллельности равным 0,03 мм, допуск симметричности равным 0,1 мм.
По [3, таблица А.18] назначаем шероховатости для неподвижного соединения:
– рабочая
поверхность паза вала – ![]()
– рабочая
поверхность паза втулки – ![]()
– нерабочая
поверхность шпонки – ![]()
– нерабочая
поверхность паза вала – ![]()
– нерабочая
поверхность паза втулки –![]()
![]()
![]()
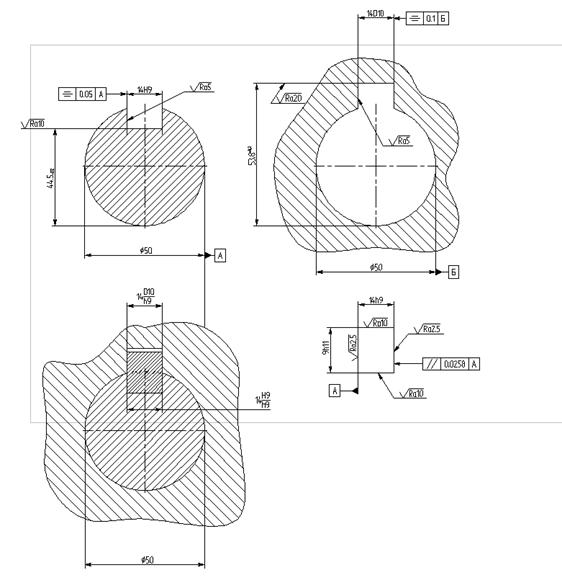
Рисунок 4.1 – Шпоночное соединение
5. Расчёт шлицевого соединения 7 – блок шестерен – вал
По данным
задачи (![]() ) и [3, таблица А.19] определяем
размер ширины зуба b прямобочного шлицевого соединения: b = 12 мм. Выбираем
способ центрирования по D, так как при данном неподвижном соединении предъявляется
требование к точности соосности элементов соединения.
) и [3, таблица А.19] определяем
размер ширины зуба b прямобочного шлицевого соединения: b = 12 мм. Выбираем
способ центрирования по D, так как при данном неподвижном соединении предъявляется
требование к точности соосности элементов соединения.
Пользуясь данными [3, таблица А.20], назначаем посадки вала и втулки, причем так как размер d не является центрирующим, поэтому для диаметра вала d допуск не назначают: при нецентрирующем d – для вала меньший диаметр d не менее диаметра d1 (в данном случае d1 = 69,6), для втулки Н11.
«D» → H7/f7;
«b» → F8/f7.
Обозначение выбранного шлицевого соединения:
![]() .
.
Исходя из назначенных посадок, определяем значения предельных отклонений (пользуясь данными [3, таблицы А.1 – А.4]), допуски размеров, предельные значения и допуски зазоров или натягов:
Для меньшего диаметра втулки Ø72Н11 (+0,19; 0):
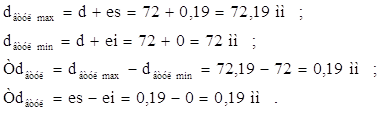
Для меньшего диаметра вала Ø72:
Для соединения вала и втулки по меньшему диаметру Ø72:
Строим схему расположения полей допусков для соединения вала и втулки по меньшему диаметру (рис. 6).
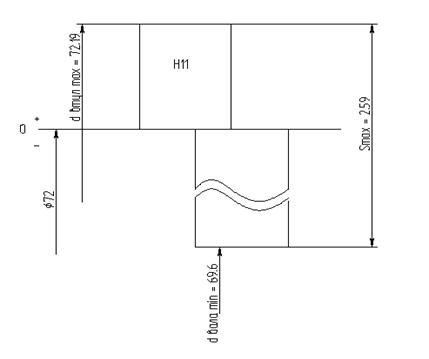
Рисунок 5 – Схема расположения полей допусков для соединения вала и втулки по меньшему диаметру
Для большего диаметра втулки Ø78Н7 (+0,03; 0):
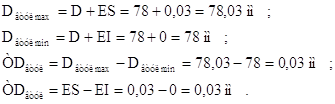
Для большего диаметра вала Ø78f7 (-0,03; -0,06):
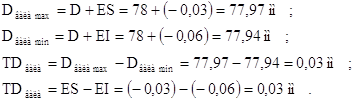
Для соединения вала и втулки по большему диаметру Ø78Н7/f7:
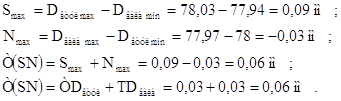
Строим схему расположения полей допусков для соединения вала и втулки по большему диаметру (рис. 7).
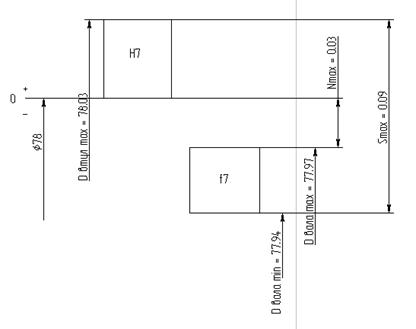
Рисунок 5.1 – Схема расположения полей допусков для соединения вала и втулки по большему диаметру
Для боковой поверхности зубьев втулки 12F8 (+0,043; +0,016):
Для боковой поверхности зубьев вала 12f7 (-0,016; -0,034):
Для соединения вала и втулки по боковой поверхности зубьев 12F8/f7:
Строим схему расположения допусков для соединения вала и втулки по боковой поверхности зубьев (рис. 8).
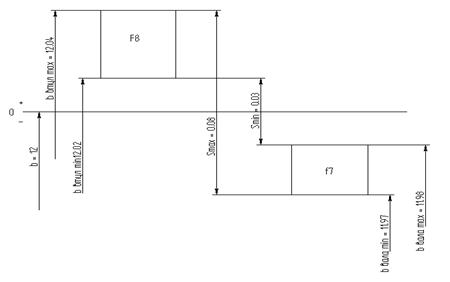
Рисунок 5.2 – Схема расположения допусков для соединения вала и втулки по боковой поверхности зубьев
Допуски симметричности боковых сторон шлицев в диаметральном выражении по отношению к оси симметрии центрирующего элемента выбираем по [3, таблица А.21]. При ширине шлица b = 12 мм допуск симметричности равен 0,018 мм.
Шероховатости элементов соединения выбираем по [3, таблица А.22]. При неподвижном соединении шероховатости поверхностей шлицевого соединения выбираем следующие:
– впадина
отверстия – ![]()
– зуб
вала – ![]()
– центрирующая
поверхность втулки – ![]()
– центрирующая
поверхность вала – ![]()
– нецентрирующая
поверхность втулки – ![]()
– нецентрирующая
поверхность вала – ![]()
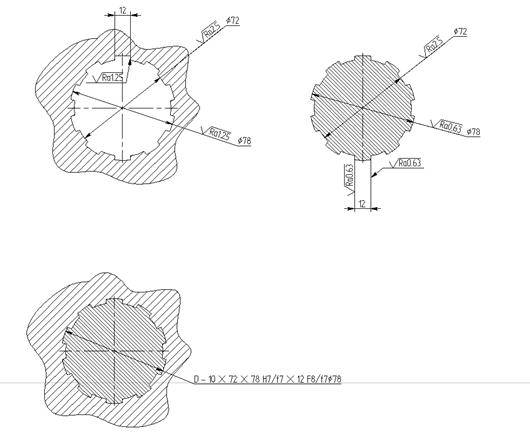
Рисунок 5.3 – шлицевое соединение
Список использованных источников
1. Допуски и посадки: справочник: в 2 ч. / Под ред. В.Д. Мягкова. – изд. 6-е, перераб. – Л.: Машиностроение. Ленингр. отд-ние, 1983.
2. Медведева, О.И. Метрология, стандартизация и сертификация: учеб. Пособие / О.И. Медведева, М.В. Семибратова. – Комсомольск-на-Амуре: ГОУВПО «КнАГТУ», 2004. – 77 с.
3. Медведева О.И. Выбор и расчет посадок типовых соединений: методические указания к выполнению курсовой работы по дисциплине «Метрология, стандартизация и сертификация». Часть 1 / О.И. Медведева, Е.Г. Кравченко, А.С. Осипкина, В.В. Хруль. – Комсомольск-на-Амуре: ГОУВПО «КнАГТУ», 2007. – 34 с.
4. Медведева О.И. Выбор и расчет посадок типовых соединений: варианты заданий и чертежи для выполнения курсовой работы по дисциплине «Метрология, стандартизация и сертификация». Часть 2 /О.И. Медведева, Е.Г. Кравченко, А.С. Осипкина, В.В. Хруль. – Комсомольск-на-Амуре: ГОУВПО «КнАГТУ», 2006. – 32 с.