Курсовая работа: Ремонт коленчатого вала автомобиля ЗИЛ-130
Содержани е
Введение
1.Описание назначения, устройства и условий работы коленчатого вала автомобиля ЗИЛ – 130
2 Анализ дефектов коленчатого вала автомобиля ЗИЛ - 130 и технических требований, предъявляемых к отремонтированной детали.
3 Количественная оценка программы восстановления коленчатого вала автомобиля ЗИЛ – 130
4 Выбор способов восстановления дефектов коленчатого вала автомобиля ЗИЛ – 130
5 Разработка технологического процесса восстановления коленчатого вала автомобиля ЗИЛ – 130.
6 Выбор оборудования, режущего и измерительного инструмента
7 Технические нормирование работ по восстановлению шатунных и коренных шеек коленчатого вала двигателя, автомобиля ЗИЛ – 130
7.1 Технические нормирование наплавочных работ по восстановлению шатунных и коренных шеек коленчатого вала двигателя, автомобиля ЗИЛ – 130
7.2 Нормирования работ на металлорежущих станках (нормирования токарных работ)
Заключение
Список используемой литературы
Введение
Для восстановления трудоспособности изношенных деталей требуется в 5-8 раз меньше технологических операций по сравнению с изготовлением новых деталей. По данным ГОСНИТИ 85% деталей восстанавливают при износе не более 0,3 мм, т.е. их работоспособность восстанавливается при нанесении покрытия незначительной толщины. Однако ресурс восстановленных деталей по сравнению с новыми, во многих случаях, остается низким. В тоже время имеются такие примеры, когда ресурс восстановленных прогрессивными способами, в несколько раз выше ресурса новых деталей.
Основа повышения качества – применение передовых технологий восстановления деталей. При восстановлении коленчатых валов двигателей возникает необходимость изыскания новых, более прогрессивных способов восстановления, которые смогли бы повысить ресурс деталей при сравнительно низких затратах.
В проекте сделан глубокий анализ различных способов восстановления упрочнения поверхностным пластическим деформированием коленчатых валов.
Выбор программы восстановления коленчатого вала двигателя ЗИЛ- 130 на период 2004 г. предприятием запланировано произвести ремонт 150 двигателей ЗИЛ - 130 и столько же восстановит коленчатых валов данного двигателя. С учетом того, что парк машин в нашем регионе растет, и ремонт на других предприятиях сокращается, можно остановится на программе восстановления коленчатых валов – 300 шт. в месяц. Планирование на год затруднено, т.к. экономика ориентирована на свободные рыночные отношения и вся работа предприятия зависит от количества заказов и качества восстановленных деталей.
Целью курсовой работы по учебной дисциплине ремонт автомобилей и двигателей является:
закрепление теоретических знаний и приобретение практических навыков по оценке технического состояния (дефектов) ремонтного фонда.
Задачи курсовой работы:
1. разборка маршрутов восстановления.
2. выбор способов восстановления деталей.
3. подбор необходимого оборудования и обоснование рациональных режимов работы на нем.
4. нормирование операций восстановления деталей.
1. Описание назначения, устройства и условий работы коленчатого вал а автомобиля ЗИЛ – 130
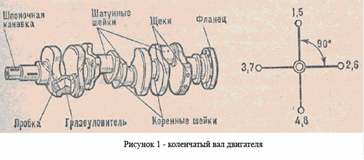
Воспринимает усилия, передаваемые от поршней шатунами, и преобразует их в крутящий момент, который затем через маховик передается агрегатам трансмиссии. В двигателе ЗиЛ-130 коленчатый вал стальной. Коленчатый вал состоит из шатунных и коренных шлифованных шеек, щек и противовесов. На переднем конце вала двигателей ЗМЗ-53-12 и ЗИЛ-130 имеется углубление для шпонки распределительной шестерни и шкива привода вентилятора, а также нарезное отверстие для крепления храповика; задняя часть вала выполнена в виде фланца, к которому болтами прикреплен маховик. В углублении задней торцовой части коленчатого вала расположен подшипник ведущего вала коробки передач. Количество и расположение шатунных шеек коленчатого вала зависит от числа цилиндров. В V-образном двигателе количество шатунных шеек в два раза меньше числа цилиндров, так как на одну шатунную шейку вала установлено по два шатуна — один левого и другой правого рядов цилиндров. Шатунные шейки коленчатого вала многоцилиндровых двигателей выполнены в разных плоскостях, что необходимо для равномерного чередования рабочих тактов в разных цилиндрах. В восьмицилиндровых V-образных двигателях коленчатые валы имеют по четыре шатунные шейки, расположенные под углом в 90°.
В двигателе число коренных шеек коленчатого вала на одну больше, чем шатунных, т. е. каждая шатунная шейка с двух сторон имеет коренную. Такой коленчатый вал называют полноопорным. Коренные и шатунные шейки коленчатого вала соединены между собой щеками. Для уменьшения центробежных сил, создаваемых кривошипами, на коленчатом валу выполнены противовесы, а шатунные шейки сделаны полыми. Для повышения твердости и увеличения срока службы поверхность коренных и шатунных шеек стальных валов закаливают нагревом токами высокой частоты.
Коренные и шатунные шейки вала соединены каналами (сверлениями) в щеках вала. Эти каналы предназначены для подвода масла от коренных подшипников к шатунным. В каждой шатунной шейке вала имеется полость, которая выполняет роль грязеуловителя. Сюда поступает масло от коренных шеек. При вращении вала частицы грязи, находящиеся в масле, под действием центробежных сил отделяются от масла и оседают на стенке грязеуловителя, а к шатунным шейкам поступает очищенное масло. Очистка грязеуловителей осуществляется через завернутые в их торцах резьбовые пробки только при разборке двигателя. Перемещение вала в продольном направлении ограничивается упорными сталебаббитовыми шайбами, которые расположены по обе стороны первого коренного подшипника или четырьмя сталеалюминиевыми полукольцами, установленными в выточке задней коренной опоры. В местах выхода коленчатого вала из картера двигателя имеются сальники и уплотнители, предотвращающие утечку масла. На переднем конце вала установлен резиновый самоподжимный сальник, а на заднем конце выполнена маслосгонная резьба или маслоотражательный буртик.
В заднем коренном подшипнике сделаны маслоуловительные каналы, в которые сбрасывается масло с маслосгонной резьбы или маслоотражательного буртика и установлен сальник, состоящий из двух кусков асбестового шнура. Шатунные и коренные подшипники. В работающем двигателе нагрузки на шатунные и коренные шейки коленчатого вала очень велики. Для уменьшения трения коренные шейки, как и шатунные, расположены в подшипниках скольжения, которые выполнены в виде вкладышей, аналогичных шатунным. Вкладыши каждого коренного или шатунного подшипника состоят из двух половинок, устанавливаемых в нижней разъемной головке шатуна и в гнезде блока и крышке коренного подшипника. От провертывания вкладыши удерживаются выступом, входящим в паз шатунного или коренного подшипника. Крышки коренных подшипников закреплены при помощи болтов и гаек, которые для предотвращения от самоотвертывания зашплинтованы проволокой либо застопорены замковыми пластинами.
Маховик уменьшает неравномерность работы двигателя, выводит поршни из мертвых точек, облегчает пуск двигателя и способствует плавному троганию автомобиля с места. Маховик изготовлен в виде массивного чугунного диска и прикреплен к фланцу коленчатого вала болтами с гайками. При изготовлении маховик сбалансируется вместе с коленчатым валом.
2. Анализ дефектов коленчатого вала автомобиля ЗИЛ - 130 и технических требований, предъявляемых к отремонтированной детали
Наиболее распространенные дефекты коленчатого вала автомобиля ЗИЛ – 130 является:
1) изгиб вала;
2) износ наружной поверхности фланца;
3) биение торцевой поверхности фланца;
4) износ маслосгонных канавок;
5) износ отверстия под подшипник;
6) износ отверстий под болты крепления маховика;
7) износ коренных и шатунных шеек;
8) износ шейки под шестерню и ступицу шкива;
9) износ шпоночной канавки по ширине;
10) увеличение длины передней коренной шейки;
11) увеличение длины шатунных шеек.
1 – изгиб вала; 2 - износ наружной поверхности фланца; 3 - износ маслосгонных канавок; 4 –биение торцевой поверхности фланца; 5 - износ отверстия под подшипник; 6 - износ отверстий под болты крепления маховика; 7 - износ коренных и шатунных шеек; 8 - износ шейки под шестерню и ступицу шкива; 9 - износ шпоночной канавки по ширине; 10 - увеличение длины передней коренной шейки; 11 - увеличение длины шатунных шеек.
Рисунок 2 – Общий вид основных дефектов коленчатого вала автомобиля ЗИЛ - 130
Восстановление коленчатого вала начинают с устранения радиального биения обеспечивая передачу усилия на среднюю шейку, перегибают в противоположную сторону на величину превышавшую прогиб в 10 раз. Допустимое радиальное биение без ремонта:
0,05 мм
По рабочему чертежу диаметр шатунных шеек коленчатого вала составляет:
65,50…65,48 мм
а диаметр коренных шеек коленчатого вала под подшипники составляет:
75,00…74,98 мм
Коленчатый вал рекомендуется эксплуатировать без восстановления, если радиус кривошипа:
47,50 0,08 мм
После ремонта коленчатый вал должен отвечать следующим техническим требованиям: цилиндрические поверхности коренных и шатунных шеек; шероховатость должна соответствовать Ra = 0,32 мкм.
3. Количественная оценка программы восстановления коленчатого вала автомобиля ЗИЛ – 130
Годовая программа автомобильного предприятия (АРП) по восстановлению деталей определяется по следующей зависимости:
![]()
где Nг – производственная программа АРП, шт.;
n – количество деталей данного наименования в узле, агрегате автомобиля, шт.;
![]() - коэффициент восстановления.
- коэффициент восстановления.
Исходные данные для расчёта
- производственная программа АРП, шт.;
N = 4200;
- количество коленчатых валов в двигателе, автомобиля ЗИЛ – 130, шт.:
n = 1;
- коэффициент восстановления:
![]() = 0,8.
= 0,8.
Годовая программа АРП по восстановлению коленчатого вала автомобиля ЗИЛ – 130 будет определятся:
![]()
Таким образом годовая программа АРП относится к среднесерийному типу производства.
4. Выбор способов восстановления дефектов коленчатого вала автомобиля ЗИЛ – 130
Для выбора способов устранения возможных дефектов коленчатого вала автомобиля ЗИЛ – 130 проанализируем различные способы восстановления деталей и остановимся на тех способах, которые являются наиболее приемлемы по следующим основаниям:
1) по технико – экономическим показателям. К ним относятся: удельный расход материала. Удельная трудоёмкость наращивания, подготовительно – заключительная обработка, коэффициенты производительности процесса, удельная себестоимость восстановления, показатель технико – экономической оценки, удельная энергоемкость.
2) по показателям физико – механический свойств. К ним относятся коэффициенты: износостойкости, выносливости, долговечности, сцепляемости, микротвердость.
Технические и технологические возможности различных способов восстановления коленчатых валов автомобиля ЗИЛ – 130 и рекомендуемая область их применения приведены в Приложение 1 (Характеристика способов восстановления деталей автомобилей).
Проанализировав вышеуказанное Приложение приходим к следующему заключению, что наиболее приемлемым способом восстановления для нашего коленчатого вала является наплавка под слоем флюса.
Основанием для выбора данного способа восстановления послужили следующие показатели:
1) вид основного материала изношенной детали:
- стал 45, HRC 52…62;
2) вид поверхности восстановления:
- наружное цилиндрическое;
3) материал покрытия:
- железнение;
4) минимально допустимый размер диаметра восстанавливаемой поверхности:
- наружный 44…45
- внутренний 250 мм
5) обеспечиваемая толщина:
- минимальная 1,5…20
- максимальная 3…4
6) сопряжения и посадки восстанавливаемой поверхности:
- подвижные и не подвижны.
7) виды нагрузки на восстанавливаемою поверхность:
- детали, работающие в условиях граничной смазки и больших нагрузок
8) виды нагрузок на восстанавливаемою поверхность:
- все виды нагрузок.
5. Разработка технологического процесса восстановления коленчатого вала автомобиля ЗИЛ – 130.
Разработку технологического процесса восстановления коленчатого вала двигателя автомобиля ЗИЛ – 130 необходимо начать с выбора или восстановления технологической базы для обработки. При это необходимо выполнять следующие общее требования:
1) поверхность, являющиеся базовыми, обрабатываются в первую очередь;
2) поверхность, связанные с точностью взаимного расположения обрабатываются с одной установки;
3) в качестве технологических баз использовать те же поверхности, что и при изготовлении;
4) стремится соблюдать требования постоянства баз при обработке всех или большинства поверхностей детали;
5) при выборе основных технологических баз необходимо использовать рабочие поверхности детали;
6) при выборе вспомогательных технологических баз выбирают неизношенные детали.
Базовые поверхности следует выбирать с таким расчётом, чтобы при установке и замене деталь не смещалась с приданного местоположения и не деформировалась под воздействием сил резания и усилий закрепления. При выборе баз необходимо учитывать:
- по возможности выбирать те базы, которые использовались при изготовлении детали;
- базы должны иметь минимальный износ;
- базы должны быть жестко связаны точными размерами с основными поверхностями детали, влияющими на работу в сборочной единице.
После выбора технологических баз разрабатываем схему технологического процесса восстановления нашего коленчатого вала.
В первую очередь выполняем подготовительные операции:
1) мойка и очистка;
2) обезжиривание;
3) правка;
4) восстановление технологических баз.
После проведения подготовительных операций проводим дефекацию нашего вала, т.е. проводим контрольные замеры интересующих нас размеров и принимаем одно из следующих решений:
1) направить коленчатый вал в оборотный склад на хранения для дальнейшей эксплуатации без какого – либо ремонтного воздействия;
2) направить коленчатый вал на восстановления;
3) выбраковывать вал и направить его на сдачу в утиль.
По заданию на курсовую работу из 4200 поступивших в ремонт коленчатых валов направляется:
1) на хранения на склад 336 коленчатых валов;
2) на восстановления направляются 2688 коленчатых валов;
3) списываются в утиль оставшиеся 336 коленчатых валов.
После этого выполнения описанных выше действий приступаем к непосредственному восстановлению нашего дефектного вала, т.е. производим наращивание изношенных поверхностей:
1) наплавка под слоем флюса.
После наплавка под слоем флюса покрытия поверхностей выполняем операции окончательной механической обработки, а именно последующую обработку восстановленного вала будем проводить с помощью:
1) проверку на станках;
2) точение на токарных станках;
3) шлифованием на круглошлифовальных станках.
Расчет режимов механической обработки произведем по специальной литературе.
Контрольные операции после выполнения наиболее ответственных операции и в конце технологического процесса восстановления.
Запись технологических операций восстановления коленчатого вала произведём в следующем виде:
05 Моечная (проводим наружную и внутреннюю мойку и очистку поверхности коленчатого вала);
10 К Контрольная (проводим необходимые контрольные измерения размеров и проверка на изгиб);
20 Наплавочная (проводим гальваническое наращивание изношенного коленчатого вала с помощью железнение);
25 Слесарная (проводим удаления защитного покрытия с поверхности коленчатого вала);
30 токарная (тонкое точение шатунной шейки);
35 Шлифовальная (шлифования шейки);
40 Контрольная
После разработки маршрутной технологии (маршрутная карта представлена в Приложении А настоящей курсовой работы) для операций связанных с восстановлением соответствующих поверхностей коленчатого вала, составим операционную технологию (операционная карта представлена в Приложении Б настоящей курсовой работы) на восстановление с выполнением операционных эскизов.
6. Выбор оборудования, режущего и измерительного инструмента
При выборе оборудования для каждой технологической операции необходимо учитывать назначение обработки, габаритные размеры деталей размер партии обрабатываемых деталей, расположение обрабатываемых поверхностей, требования к точности и качеству обрабатываемых поверхностей.
Для обработки деталей, восстанавливаемых наплавкой под слоем флюса, чаще всего применяют абразивную обработку.
Для проверки и правки используется универсальное приспособление. Изгиб правится на ручном или гидравлическом прессе до устранения дефекта. Для контроля используют станок для определения радиального биения.
Для шлифование шеек используют круглошлифовальные станки 3А432 с шлифовальными кругами 15А40ПСТ1Х8К. Размеры контролируются микрометром с ценой деления 10 мкм.
7. Технические нормирование работ по восстановлению шатунных и коренных шеек коленчатого вала двигателя, автомобиля ЗИЛ – 130
Техническая норма штучно – калькуляционного времени (мин) определяется по следующей зависимости:
![]() ,
,
где ![]() - основное (технологическое,
машинное) время, необходимое для наплавки, железнение, хромирования и т.д., мин;
- основное (технологическое,
машинное) время, необходимое для наплавки, железнение, хромирования и т.д., мин;
![]() - вспомогательное время,
затрачиваемое на установку, снятия детали, измерение размеров, подвод и отвод
инструмента и т.д., мин;
- вспомогательное время,
затрачиваемое на установку, снятия детали, измерение размеров, подвод и отвод
инструмента и т.д., мин;
![]() - время, затрачиваемое на
организационное и технологическое обслуживание рабочего места, мин;
- время, затрачиваемое на
организационное и технологическое обслуживание рабочего места, мин;
![]() - время на отдых и личные надобности
рабочего, мин;
- время на отдых и личные надобности
рабочего, мин;
![]() - подготовительно – заключительное
время, которое рассчитывается на партию деталей, мин;
- подготовительно – заключительное
время, которое рассчитывается на партию деталей, мин;
![]() - количество деталей в партии, шт.
- количество деталей в партии, шт.
Штучное время определяется по следующей зависимости:
![]() ,
,
где ![]() - штучное время, мин;
- штучное время, мин;
![]() - коэффициент, учитывающий время
на обслуживание рабочего места, %.
- коэффициент, учитывающий время
на обслуживание рабочего места, %.
Подготовительно – заключительное время, рассчитываемое на партию деталей, определяется соотношением:
![]() ,
,
где ![]() - коэффициент,
учитывающий потери времени на подготовительно – заключительное время.
- коэффициент,
учитывающий потери времени на подготовительно – заключительное время.
По определенной величине штучно – калькуляционного времени определяется норма выработки (норма восстановления):
![]() ,
,
где ![]() - норма выработки (норма
восстановления), шт.;
- норма выработки (норма
восстановления), шт.;
![]() - продолжительность смены, мин.
- продолжительность смены, мин.
Решение для шатунных шеек
![]()
![]()
![]()
![]()
Решение для коренных шеек
![]()
![]()
![]()
![]()
7.1 Технические нормирование наплавочных работ по восстановлению шатунных и коренных шеек коленчатого вала двигателя, автомобиля ЗИЛ – 130
Основное время, затрачиваемое на восстановление детали ручной электродуговой и автоматической сваркой, определяется по следующей зависимости:
![]() ,
,
где ![]() – площадь поперечного
сечения шва, мм2;
– площадь поперечного
сечения шва, мм2;
![]() – длина шва, мм;
– длина шва, мм;
![]() - плотность наплавляемого металла,
г/см3;
- плотность наплавляемого металла,
г/см3;
![]() – коэффициент разбрызгивания металла;
– коэффициент разбрызгивания металла;
![]() - коэффициент наплавки г/(А
- коэффициент наплавки г/(А![]() ч);
ч);
![]() – сила сварочного тока, А;
– сила сварочного тока, А;
![]() – коэффициент учитывающий сложность
выполняемой работы.
– коэффициент учитывающий сложность
выполняемой работы.
Основные данные для расчётов восстановления коленчатого вала наплавочным способом приведены в Приложении 2 [38].
Вспомогательное время ![]() на установку, поворот и
снятие изделия приведены в Приложении 3 и 4 [39].
на установку, поворот и
снятие изделия приведены в Приложении 3 и 4 [39].
Дополнительное время ![]() и
и ![]() составляет 3 - 6 % от
оперативного времени
составляет 3 - 6 % от
оперативного времени ![]()
Подготовительно –
заключительное время ![]() при расчетах
принимают 10 – 20 минут на партию деталей.
при расчетах
принимают 10 – 20 минут на партию деталей.
Решение для шатунных шеек
![]()
Решение для коренных шеек
![]()
Вывод: Таким образом норма наплавки восстановления шатунных шеек коленчатого вала двигателя автомобиля ЗИЛ – 130 за день составляет 70 шт, а коренных шеек коленчатого вала двигателя автомобиля ЗИЛ – 130 за день составляет 96 шт.
7.2 Нормирования работ на металлорежущих станках (нормирования токарных работ)
Штучно – калькуляционное время на выполнение операций механической обработки в единичном и серийном производстве определяется расчетно-аналитическим методом по соотношению:
![]() ,
,
где ![]() - штучно – калькуляционное
время, мин;
- штучно – калькуляционное
время, мин;
![]() - штучное время, мин;
- штучное время, мин;
![]() - подготовительно – заключительное
время, мин;
- подготовительно – заключительное
время, мин;
![]() - количество деталей в
обрабатываемой партии, шт.
- количество деталей в
обрабатываемой партии, шт.
Штучное время определяется следующим соотношением:
![]()
![]() ,
,
где ![]() - основное время, мин;
- основное время, мин;
![]() - вспомогательное время, мин;
- вспомогательное время, мин;
![]() - время на обслуживание рабочего
места, мин (принимается из расчета 4–6% от оперативного времени, кроме
шлифовальных, для которых оно принимается 3,5–13%);
- время на обслуживание рабочего
места, мин (принимается из расчета 4–6% от оперативного времени, кроме
шлифовальных, для которых оно принимается 3,5–13%);
![]() - время перерывов на отдых, мин (принимается
4–6% от оперативного времени).
- время перерывов на отдых, мин (принимается
4–6% от оперативного времени).
Оперативное время состоит из основного (технологического) и вспомогательного времени, т.е.
![]()
Основное время определяется соотношением:
![]() ,
,
где ![]() - расчетная длина
обработки, мм;
- расчетная длина
обработки, мм;
![]() - число проходов;
- число проходов;
![]() - частота вращения детали или
инструмента, об/мин;
- частота вращения детали или
инструмента, об/мин;
![]() - подача, м/об (принимается из
технических характеристик металлорежущих станков).
- подача, м/об (принимается из
технических характеристик металлорежущих станков).
Частота вращения детали или инструмента определяется соотношением:
![]() ,
,
где ![]() - расчетная (табличная)
скорость резания, м / мин;
- расчетная (табличная)
скорость резания, м / мин;
![]() - диаметр обрабатываемой детали или
инструмента, мм.
- диаметр обрабатываемой детали или
инструмента, мм.
Подготовительно – заключительное время определяется соотношением:
![]() ,
,
где ![]() - коэффициент, учитывающий
потери времени на подготовительно – заключительные работы.
- коэффициент, учитывающий
потери времени на подготовительно – заключительные работы.
По известной величине штучно – калькуляционного времени определяется норма выработки:
![]() ,
,
где ![]() - норма выработки, шт.;
- норма выработки, шт.;
![]() - продолжительность смены, мин.
- продолжительность смены, мин.
Решение для шатунных шеек
![]()
![]()
![]()
![]()
![]()
![]()
Решение для коренных шеек
![]()
![]()
![]()
![]()
![]()
![]()
Вывод: Таким образом норма работ на металлорежущих станках по восстановлению шатунных шеек коленчатого вала двигателя автомобиля ЗИЛ – 130 за день составляет 25 шт, а коренных шеек коленчатого вала двигателя автомобиля ЗИЛ – 130 за день составляет 22 шт.
ЗаключениеВ процессе выполнения курсовой работы были углублены и закреплены знания по дисциплине. Был выполнен расчёт для определённого задания и получены практические знания по проектированию процесса восстановления детали автомобиля. В соответствии с заданием на курсовую работу разработан технологический процесс восстановления коленчатого вала автомобиля ЗИЛ – 130 и выбрано необходимое техническое оборудование, а также рассчитаны режимы и нормы времени на механическую обработку.
| Полные ответы на билеты по автоделу (экзамен 2002) | |
|
Билет №1 Из каких тактов состоит рабочий цикл карбюраторного двигателя. Хар-ка каждого из них. Из описанного принципа работы двигателя видно, что для ... Из магистральных каналов масло под давлением подается к направляющим втулкам толкателей, к опорным шейкам распределительного вала и к коренным подшипникам коленчатого вала, а по ... В восьмицилиндровых V-образных двигателях ЗИЛ-130 и ЗМЗ-53 применяется порядок работы цилиндров 1-5-4-2-6-3-7-8. В двигателе шатунные шейки коленчатого вала расположены под углом ... |
Раздел: Рефераты по транспорту Тип: реферат |
| Разработка технологии и процесса ремонта двигателей автомобиля КамАЗ ... | |
|
Введение Цели и задачи дипломного проекта заключается в том, что бы подвести итог по пройденным за время обучения, в данном учебном заведении ... К характерным повреждениям кривошипно-шатунного механизма (КШМ) относятся: износ цилиндров, поршневых колец, канавок, стенок и отверстий в бобышках поршня, поршневых пальцев ... Для двигателей ЗИЛ-130, кроме номинального, предусмотрено пять ремонтных размеров коренных и шатунных шеек коленчатого вала. |
Раздел: Рефераты по транспорту Тип: дипломная работа |
| Проектирование автопредприятия с детальной разработкой агрегатного ... | |
|
Костанайский государственный университет Факультет технический Кафедра техники и технологии Курсовая работа ПРОЕКТИРОВАНИЕ АВТОПРЕДПРИЯТИЯ С ДЕТАЛЬНОЙ ... Блок цилиндров является базовой деталью, качество восстановления которой сказывают существенное влияние на качество ремонта двигателя, условия работы деталей цилиндра - поршневой ... Коленчатый вал двигателя имеет следующие дефекты: овальность и конусность шатунных и коренных шеек, прогиб, трещины. |
Раздел: Рефераты по транспорту Тип: курсовая работа |
| ... автотранспортного предприятия по техническому обслуживанию автомобилей | |
|
ВВЕДЕНИЕ Значительный рост автомобильного парка нашей страны вызывает увеличение объёма работ по техническому обслуживанию и ремонту автомобилей ... Даже при соблюдении всех мероприятий изнашивание деталей автомобиля может приводить к неисправностям и к необходимости восстановления его работоспособности или ремонта. Изношенные гильзы можно восстановить расточкой с последующим хонингованием, износ коренных и шатунных шеек коленчатого вала в пределах ремонтных размеров устраняют перешлифовкой и ... |
Раздел: Рефераты по транспорту Тип: курсовая работа |
| Кшм ЗИЛ-130 | |
|
. Введение. Раздел 1. Устройство. Анализ существующих конструкций. Общее устройство и принцип работы. Устройство и работа всех приборов системы ... Причины: вызывается либо недостаточными давлением и подачей масла, либо недопустимо увеличившимися зазорами между шейками коленчатого вала и вкладышами коренных и шатунных ... При шлифовании шатунных шеек вал устанавливают в центросмесители, обеспечивая совмещение оси данной шатунной шейки с осью станка (радиус кривошипа для ЗИЛ-130 - 47,50 = 0,08 мм). |
Раздел: Рефераты по технологии Тип: реферат |